
8011 Aluminum Foil Jumbo Rolls
8011 aluminum foil is a versatile and widely used aluminum alloy, known for its exceptional barrier properties, corrosion resistance, and strength. It is commonly used in packaging applications, including food, pharmaceutical, and medical products, due to its high performance and protective qualities.
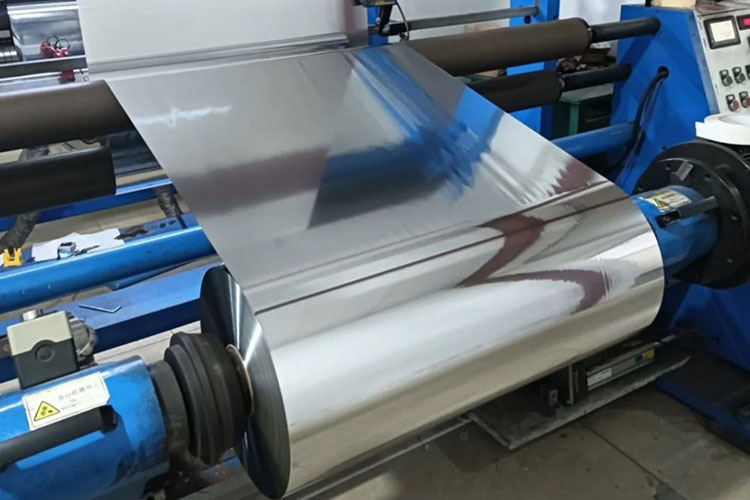
Our 8011 aluminum foil jumbo rolls are manufactured using mature production processes and advanced rolling technology, supported by a strict quality control system to ensure stable performance and high batch-to-batch consistency. The product features excellent elongation and tensile strength, with outstanding formability and crack resistance, making it suitable for various further processing applications such as stamping, laminating, embossing, and coating.
Description
Yutwin New Materials
Yutwin New Materials is committed to providing high-quality aluminum foil solutions to the global market, combining durability, safety, and cost-effectiveness. Our product range covers everything from standard household aluminum foil to industrial jumbo rolls and specialty aluminum foils. In addition to standard specifications, we also offer customized solutions based on customers’ technical requirements, including tailored thickness, width, surface treatment, and packaging options.
What are the advantages of 8011 aluminum foil?
- Barrier Properties
8011 foil is known for its outstanding barrier performance against moisture, light, air, and other environmental contaminants. This makes it ideal for packaging sensitive products such as food, pharmaceuticals, and chemicals.
- Corrosion Resistance
The alloy offers strong resistance to corrosion, particularly in humid and corrosive environments, making it suitable for a wide range of industrial and packaging applications.
- Strength
8011 foil has a good balance of strength and flexibility, providing durability without sacrificing its ability to be formed and shaped into various products.
- Formability
This alloy is highly formable, meaning it can be shaped into a wide range of applications, including flexible packaging, insulation, and protective covers.
- Thermal and Electrical Conductivity
8011 foil maintains good thermal and electrical conductivity, which makes it useful in heat exchangers and electrical shielding.
- Food-Safe
8011 foil is a non-toxic, odorless, safe, and hygienic material that meets food-grade requirements. Its surface is clean and free of foreign matter, allowing it to come into direct contact with food and pharmaceuticals without posing any risk to human health.
- Printable
The surface can be printed on, which is useful for branding and labeling in packaging applications.
Specifications
| Parameter | Description |
|---|---|
| Alloy | 8011 |
| Chemical Composition (%) | Al ≥ 99.0, Fe 0.7-1.5, Si ≤ 0.25, Cu ≤ 0.05, Mn ≤ 0.05, Zn ≤ 0.1, Ti ≤ 0.15, Others ≤ 0.05 |
| Temper | O (Soft), H14, H16, H18 |
| Thickness Range | 6 – 100 μm (commonly 9 / 12 / 15 μm) |
| Width | Customizable |
| Surface Finish | Bright / Matte / Coated |
Common Applications of 8011 Aluminum Foil

- Food Packaging
Widely used in food preservation, barbecue applications, airline meal containers, hotel catering, and kitchen hygiene in both household and foodservice sectors. After printing or coating, 8011-O aluminum foil is also used for packaging milk, yogurt, and other dairy products, offering excellent barrier properties and high safety.

- Pharmaceutical Packaging
Mainly used for PTP blister pharmaceutical aluminum foil, cold-formed medicinal foil, and backing materials for capsule blister packs. It is also applied in pharmaceutical bottle caps and oral liquid seals, ensuring excellent airtightness and moisture resistance for reliable drug protection.

- Daily Chemical Packaging
Extensively used in the daily chemical packaging industry. After lamination with PE and printing, it is used for soft tube packaging materials (tube foil) for toothpaste, ointments, and cosmetics. It is also applied in aluminum closures for liquor, wine, cosmetics, milk powder, beverages, and yogurt bottles, combining aesthetics with strong sealing performance.

- Air Conditioning Heat Exchangers
In industrial applications, 8011 aluminum foil is widely used as fin material in air conditioner heat exchangers (hydrophilic aluminum foil), due to its good conductivity, shielding properties, and hydrophilic surface. It effectively improves heat exchange efficiency and corrosion resistance.
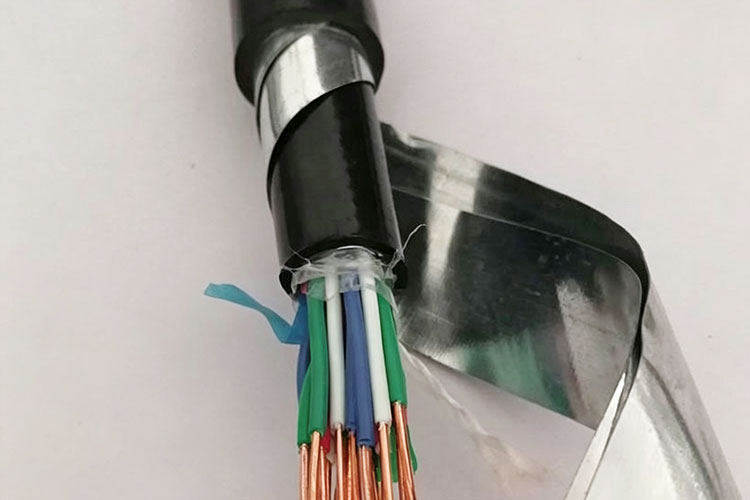
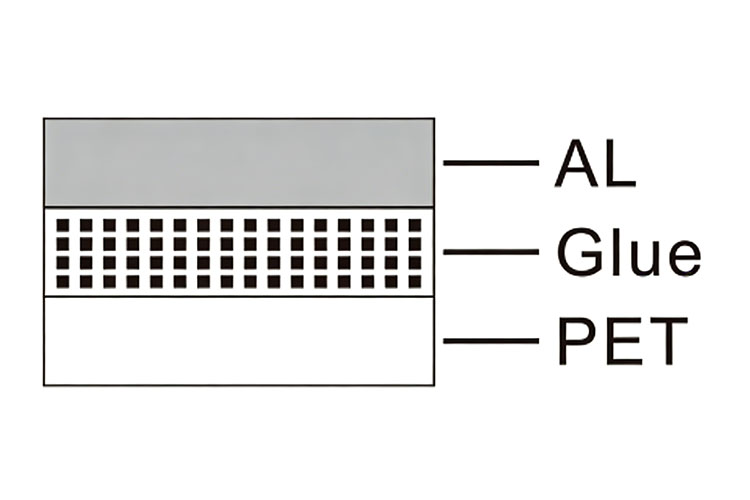
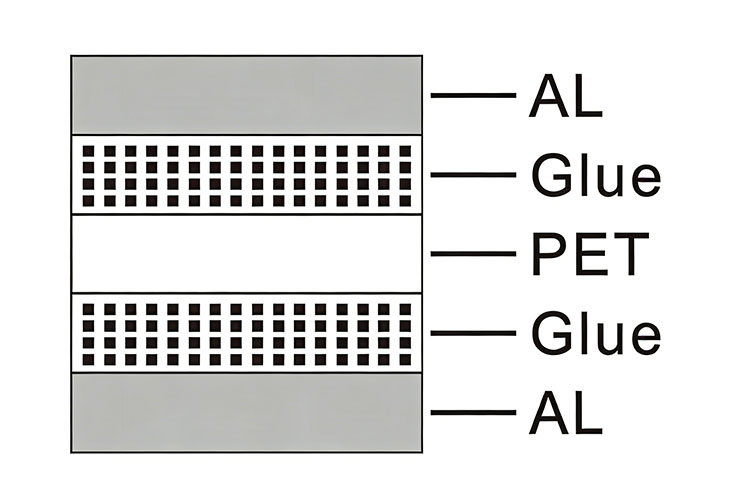
- Cables
Used as shielding material for cables. After aluminum-plastic lamination, it is wrapped around high-voltage and communication cables, providing excellent electromagnetic shielding, isolation, and protection performance.

- Insulation
Due to its reflective properties and resistance to heat, it is used in industrial insulation materials and thermal protection applications.
Why is 8011 Aluminum Foil a Food-Safe Packaging Material?
8011 foil belongs to the 8xxx series of Al-Fe-Si alloys. It is based on electrolytically refined aluminum, boasting a purity level exceeding 99.85%. The alloying elements (Fe: 0.5–0.7%; Si: 0.1–0.3%) are precisely proportioned; furthermore, through online impurity removal and degassing processes, harmful heavy metals—such as lead, cadmium, and arsenic—are controlled to levels below the parts-per-million (ppm) threshold. The entire production process employs clean rolling and surface purification techniques, achieving an “A” grade rating in the water brush test. The surface remains free of oil stains, black spots, scratches, and other contaminants, thereby ensuring that upon contact with food, the material imparts no odors, exhibits no migration of substances, and undergoes no chemical reactions.

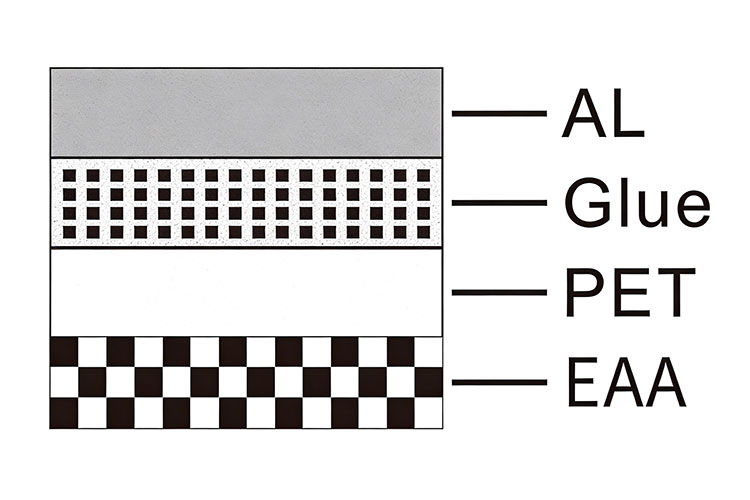
Post-processing of 8011 Aluminum Foil
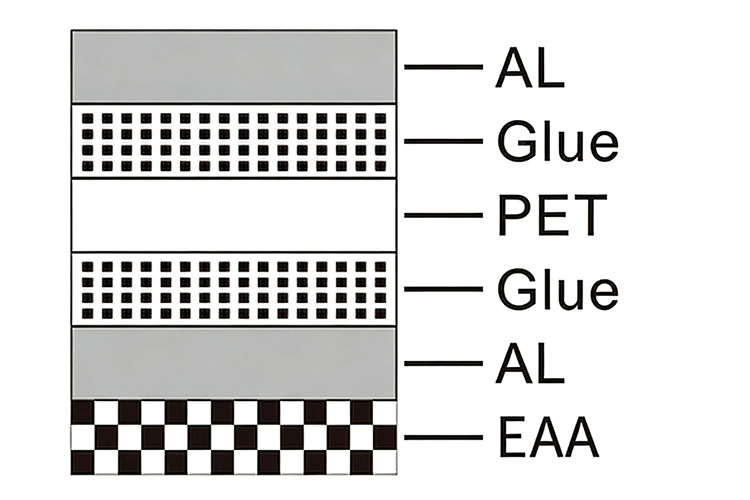
8011 aluminum foil can be laminated with materials such as PE or EVA to create airtight packaging structures. It demonstrates high thermal resistance (capable of withstanding pasteurization and UHT sterilization) and corrosion resistance, remaining stable and non-leaching within acidic or alkaline food environments.
Global Certification Standards
The material has obtained certifications such as FDA 175.300 (USA), EC 1935/2004 (EU), and REACH, ensuring full compliance with regulations in export markets. These certifications mandate that—under specified conditions (e.g., high temperatures, acidic or alkaline environments)—the migration levels of substances from the material remain significantly below established safety limits, thereby systematically eliminating potential safety risks.


















