

Aluminum bottles are becoming increasingly popular due to aluminum’s excellent barrier properties, recyclability, and aesthetically pleasing surface finish. High-quality aluminum circles ensure consistent forming performance and product quality throughout large-scale bottling production. Aluminum circles are the primary raw material for producing lightweight, durable, and corrosion-resistant aluminum bottles. They are mainly used to manufacture round aluminum billets for various aluminum bottle containers, and manufacturing processes include deep drawing and impact extrusion. They are widely used in the beverage, pharmaceutical, cosmetic, and chemical packaging industries.
Description
Typical Applications
- Beverage bottles.
- Aluminum water bottles.
- Cosmetic bottles.
- Pharmaceutical bottles.
- Aerosol containers.
- Chemical packaging containers.
Typical Specifications
| Item | Specification |
|---|---|
| Alloy | 1050, 1060, 1070, 3003 |
| Temper | O |
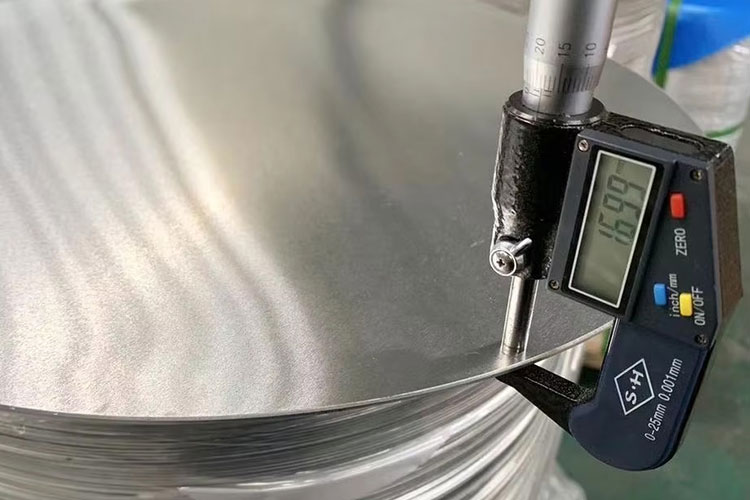
| Thickness | 0.3 – 1.5 mm |
| Diameter | 50 – 400 mm |
| Surface | Mill finish, clean surface |
Manufacturing & Quality Advantages
- Food-Grade Aluminum Material
The aluminum materials used for bottle production can meet food-contact safety requirements, making them suitable for beverage and food packaging applications.
- Stable Mechanical Properties
Strict control of rolling and annealing processes ensures uniform thickness, stable hardness, and excellent elongation, which are essential for consistent bottle forming.
- High Precision Blanking
Advanced blanking equipment guarantees accurate diameter tolerances and burr-free edges, improving efficiency in automated bottle manufacturing lines.
- Eco-Friendly and Recyclable
Aluminum bottles are 100% recyclable without loss of material properties, making them a sustainable packaging solution.