Peel open a chocolate wrapper, and you will spot silvery aluminum foil on the inner side. The backing bonded to aluminum foil is an essential component of composite foil materials. It improves physical properties of bare aluminum foil and expands its application scope, widely used in food packaging, pharmaceuticals, new energy and building thermal insulation industries.
Definition and Composite Structures of Aluminum Foil Backing
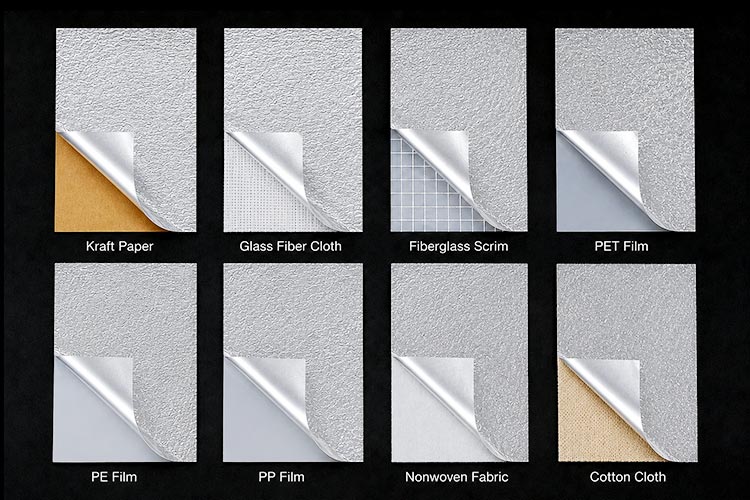
Aluminum foil backing refers to the substrate laminated onto aluminum foil via compounding processes, commonly made of paper, PET, PE or functional specialty coatings. Ultra-thin bare aluminum foil is prone to cracking and piercing; backing compensates for such drawbacks to enhance tensile strength, fold resistance and formability. Three mainstream composite configurations are available:
- Single-sided lamination: Substrate bonded to one side of foil, mostly for regular inner food packaging.
- Double-sided lamination: Different substrates coated on both foil surfaces, primarily for pharmaceutical sealed packaging.
- Functional modified lamination: Backing treated with anti-static or antibacterial coatings for electronics and special-purpose packaging.
Core Functions of Backing Materials
01. Mechanical Reinforcement
Commercial aluminum foil ranges from 6 to 20 μm in thickness and easily develops pinholes or creases when used alone. Lamination with PET or nylon backing can boost tensile strength by over three times. Nylon backing for lithium battery aluminum plastic film greatly improves puncture resistance.
02. Additional Functional Properties
- High barrier for preservation: Paper-aluminum composite restricts oxygen and moisture permeation to extend food shelf life.
- Printing adaptability: Corona-treated PET backing achieves Class 4B ink adhesion for outer package printing.
03. Cost Optimization
Aluminum foil paired with non-woven fabric for building thermal insulation cuts material cost by 40% versus solid aluminum foil while retaining over 95% thermal reflectivity, balancing cost and thermal performance.
Industrial Applications
From snack wrappers and medicinal bottle seals to lithium battery encapsulation and aerospace thermal insulators, continuous innovation of aluminum foil backing composite technology fuels product upgrading across diverse industries.

01. Food Packaging
Chocolate packaging adopts 12 μm aluminum foil coupled with base paper backing, blocking moisture ingress and absorbing excess grease. Multi-layer paper/PE/aluminum composite lining for aseptic beverage packaging withstands 121 °C high-temperature sterilization without delamination or rupture.

02. Pharmaceutical Sealing
Medical aluminum caps feature layered backing design: outer aluminum foil + PET layer for structural strength, middle heat-seal adhesive for tight sealing, and inner medical-grade PE film to isolate drugs from direct metal contact and prevent deterioration.
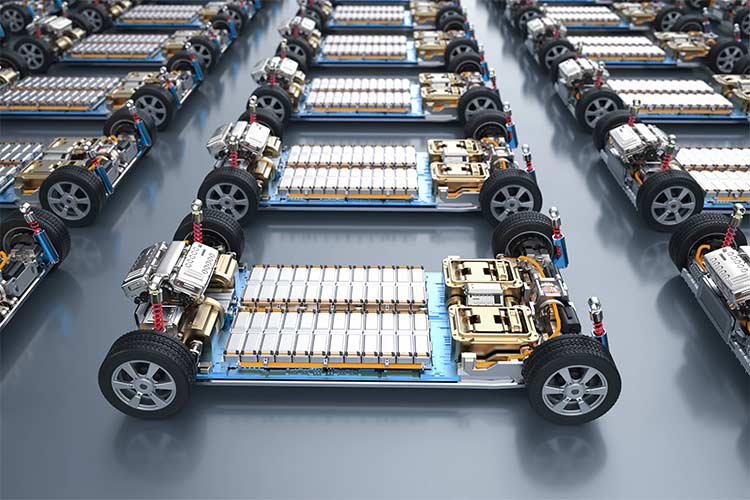
03. New Energy Lithium Batteries
Modified nylon backing for lithium-ion battery aluminum plastic film resists electrolyte corrosion and high temperature. Upgraded backing technology raises battery encapsulation yield from 92% to 99.6%.
Key Parameters for Backing Material Selection
Four core indicators determine proper backing selection based on end use:
| Selection Index | Technical Requirement | Typical Application |
|---|---|---|
| Thickness Ratio | Backing-to-foil thickness: 1:1 ~ 3:1 | Electronic shielding film |
| Coefficient of Thermal Expansion | Expansion difference <2×10⁻⁶/℃ | Aerospace thermal insulation parts |
| Dielectric Loss | <0.002 @1MHz | High-frequency circuit shielding |
| Environmental Compliance | Certified by FDA / REACH | Food & pharmaceutical packaging |
(EU regulations mandate the migration limit of hazardous substances in food-contact backing below 0.01 mg/kg, accelerating development of low-precipitation and silicone-free eco-friendly coatings.)
Future Development Trends
- Smart traceable backing: Paper backing embedded with RFID chips is applied for full-cycle traceability of high-end pharmaceuticals.
- Biodegradable substrates: PLA-based biodegradable composite with aluminum foil achieves over 90% degradation within 180 days under natural conditions, complying with global eco-packaging trends.
- Nano-modified coating: Silicon dioxide nano-coated backing improves oxygen barrier performance fivefold for mass production of premium fresh-keeping packaging.